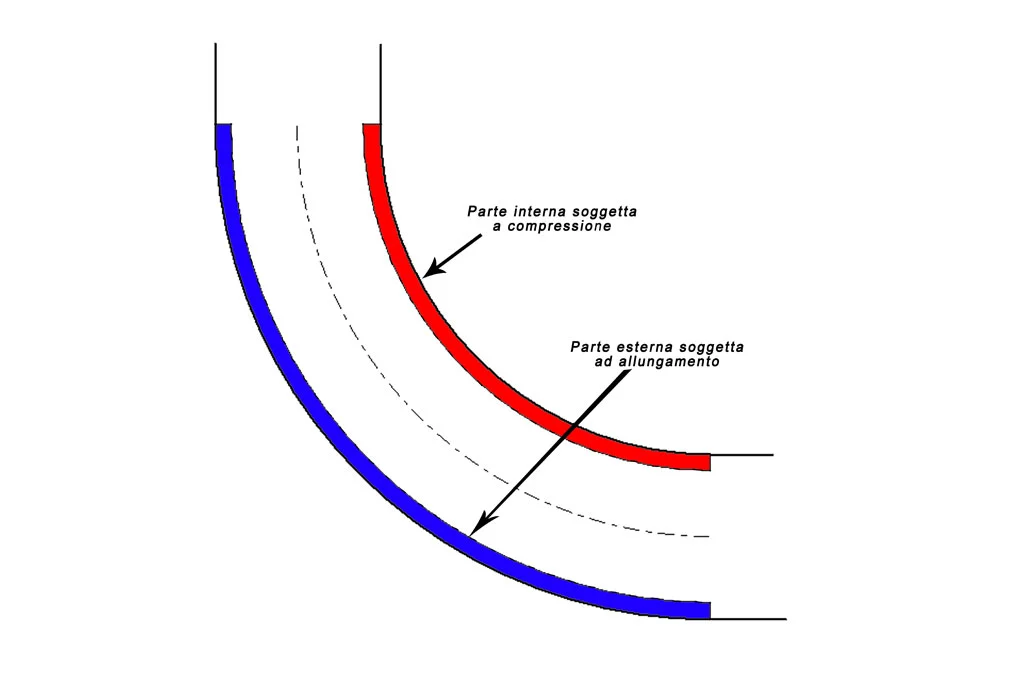
Durante il processo di curvatura di un tubolare si sviluppano tensioni che determinano la deformazione della parte di tubo piegata. Questo fenomeno è dato dall’allungamento della zona esterna alla curva e alla compressione della parte interna.
L’entità di questa deformazione è diversa a seconda di molteplici fattori, quali ad esempio:
- la dimensione e forma del tubolare (tondo, quadro, rettangolare o di sezione speciale)
- lo spessore del tubo
- il tipo di metallo
- il raggio di curvatura
- il grado di curvatura
La necessità sempre maggiore di eseguire pre lavorazioni per ridurre i tempi ciclo porta a dover studiare in modo accurato questo fenomeno.
Un foro, realizzato prima del processo di curvatura del tubo e posizionato nella zona limitrofa alla curva, si deformerà a causa delle tensioni sviluppate durante il processo stesso. Tale deformazione non permette ne un corretto posizionamento, ne una sagomatura precisa del foro, deviando in maniera significativa dalle specifiche del disegno tecnico fornito dal cliente.
La soluzione attualmente più diffusa per sopperire al problema della foratura di tubi di acciaio e acciaio inox in aree del tubolare limitrofe alla curvatura, è quella di eseguire in una prima fase la curvatura del tubo e in una seconda fase la sua foratura.
Questa soluzione permette di risolvere il problema e garantisce la precisione della foratura. Tuttavia, essa determina anche un maggior dispendio di tempo e risorse, aumentando inevitabilmente il costo finale della lavorazione del tubo.
Il reparto tecnico-produttivo di Tecnocurve ha sviluppato, grazie all’esperienza maturata in più di 25 anni di attività nel settore della curvatura e calandratura di tubi e profili metallici, uno studio di foratura laser che permette di realizzare – con Laser-Tubo Trumpf – la sagoma del foro già prima della curvatura del tubo.
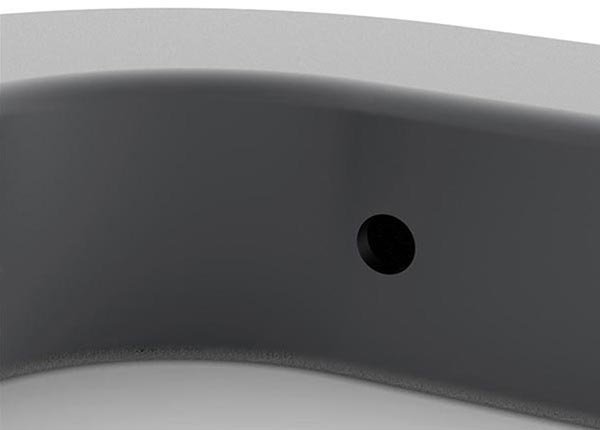
Foro ellittico pre-curvatura

Foro cilindrico post-curvatura
L’evidente vantaggio di questa tecnica di foratura, impiegata soprattutto per la curvatura e foratura di tubi d’acciaio e d’acciaio inox, consiste nell’evitare l’aggravamento del processo produttivo dovuto ad una sua seconda fase per la sola foratura. Ciò permette di ridurre notevolmente i tempi del ciclo produttivo, abbassando il costo finale della lavorazione del tubo.
Questa speciale tecnica è realizzabile grazie all’impiego di software di ultima generazione, che Tecnocurve impiega per analizzare la deformazione del tubo (deformazione che deve essere costante in tutto il lotto di produzione) determinando così anticipatamente anche la deformazione del foro a seguito della curvatura.
Il risultato dell’analisi permette a Tecnocurve di eseguire la pre-foratura laser del tubo che, a seguito della deformazione durante la curvatura, si posiziona perfettamente sul tubolare nel pieno rispetto del disegno tecnico del cliente.
Non è tuttavia sempre possibile eseguire la pre-foratura prima della curvatura: l’ufficio tecnico di Tecnocurve deve infatti valutare, di volta in volta, la concreta impiegabilità di questa tecnica sulla base dei risultati dell’analisi con software e delle specifiche lavorazioni del tubo richieste del cliente.
Un fattore particolarmente importante, ad esempio, è il diametro del foro, strettamente collegato alle dimensioni del tubo.
Nel 2016 Tecnocurve ha inoltre implementato un nuovo processo per la realizzazione, oltre che di fori tondi e quadrati, di asole preforate con laser in prossimità della zona di curvatura. L’obiettivo dichiarato dall’azienda è l’ulteriore abbassamento dei tempi e dei costi per la lavorazione dei tubi in acciaio ed in acciaio inox, realizzando prima della curvatura, il maggior numero di lavorazioni possibili con Laser Tubo Trumpf.